120x2000 Jednopasmowa ciągła maszyna do odlewania płyt 1,5 m / min Prędkość odlewania
PROCES:
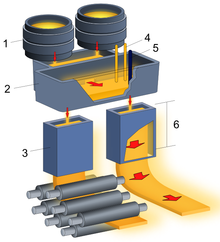
Stopiony metal jest wpuszczany do kadzi z pieców. Po poddaniu jakiejkolwiek obróbce kadzi, takiej jak stopowanie i odgazowanie, i osiągnięciu właściwej temperatury, kadzia jest transportowana na szczyt maszyny odlewniczej. Zwykle kadzia znajduje się w gnieździe na obrotowej wieży przy maszynie odlewniczej. Jedna kadzia znajduje się w pozycji „odlewania” (podawanie maszyny odlewniczej), podczas gdy druga jest gotowa w pozycji „odlewania” i jest przełączana do pozycji odlewania, gdy pierwsza kadzi jest pusta.
Z kadzi gorący metal jest przenoszony przez ogniotrwały płaszcz (rurę) do kąpieli trzymającej zwanej kadzią pośrednią . Kadzi pośredniczki pozwalają zbiornikowi metalu zasilać maszynę odlewniczą podczas przełączania kadzi, działając w ten sposób jako bufor gorącego metalu, a także wygładzając przepływ, regulując podawanie metalu do form i czyszcząc metal (patrz poniżej).
Metal jest odprowadzany z kadzi pośredniej przez inny całun na szczyt miedzianej formy o otwartej podstawie. Głębokość formy może wynosić od 0,5 do 2 metrów (20 do 79 cali), w zależności od prędkości odlewania i wielkości przekroju. Forma jest chłodzona wodą, aby zestalić gorący metal bezpośrednio z nią stykając; jest to podstawowy proces chłodzenia . Oscyluje również pionowo (lub w pobliżu pionowej zakrzywionej ścieżki), aby zapobiec przywieraniu metalu do ścianek formy. Do metalu w formie można również dodać smar, aby zapobiec przywieraniu i uwięzić wszelkie cząstki żużla - w tym cząsteczki tlenku lub zgorzelinę - które mogą znajdować się w metalu i przenieść je na szczyt basenu, tworząc warstwę pływającą żużlowy. Często osłona jest ustawiona tak, że gorący metal opuszcza ją poniżej powierzchni warstwy żużla w formie i dlatego jest nazywany zanurzoną dyszą wlotową (SEN). W niektórych przypadkach osłony nie mogą być używane między kadzią pośrednią a pleśnią; w tym przypadku wymienne dysze dozujące w podstawie kadzi pośredniej kierują metal do form. Niektóre układy ciągłego odlewania zasilają kilka form z tego samego kadzi pośredniej.
W formie cienka skorupa metalu przy ściankach formy zestala się, zanim środkowa sekcja, zwana teraz pasmem, wychodzi z podstawy formy do komory natryskowej. Większość metalu w ścianach pasma jest nadal stopiona. Pasmo jest natychmiast podtrzymywane przez ściśle rozmieszczone, chłodzone wodą rolki, które wspierają ściany pasma pod działaniem ciśnienia ferrostatycznego (porównaj ciśnienie hydrostatyczne ) wciąż zestalającej się cieczy w pasmie. Aby zwiększyć szybkość krzepnięcia, pasmo natryskuje się dużą ilością wody, gdy przechodzi przez komorę natryskową; jest to wtórny proces chłodzenia . Ostateczne zestalenie pasma może nastąpić po wyjściu pasma z komory natryskowej.
To tutaj konstrukcja maszyn do odlewania ciągłego może się różnić. Opisuje to maszynę do odlewania „zakrzywionego fartucha”; stosowane są również konfiguracje pionowe. W zakrzywionej maszynie do odlewania fartuchów pasmo wychodzi z formy pionowo (lub na prawie pionowej zakrzywionej ścieżce) i gdy przechodzi przez komorę natryskową, walce stopniowo zakrzywiają pasmo w kierunku poziomym. W pionowej maszynie odlewniczej pasmo pozostaje pionowe podczas przechodzenia przez komorę natryskową. Formy w zakrzywionej maszynie odlewniczej fartuch mogą być proste lub zakrzywione, w zależności od podstawowej konstrukcji maszyny.
W prawdziwej poziomej maszynie odlewniczej oś formy jest pozioma, a przepływ stali jest poziomy od cieczy do cienkiej skorupy do bryły (bez zginania). W tego typu maszynach stosuje się oscylację pasm lub formy, aby zapobiec przywieraniu do formy.
Po wyjściu z komory natryskowej pasmo przechodzi przez rolki prostujące (jeśli jest odlewane na maszynie innej niż maszyna pionowa) i rolki pobierające. Po wycofaniu może występować stojak do walcowania na gorąco, aby wykorzystać gorący stan metalu do wstępnego kształtowania końcowego pasma. Na koniec pasmo jest cięte na ustalone długości za pomocą nożyc mechanicznych lub przesuwających się palników oksyacetylenowych, jest oznaczane do identyfikacji i przenoszone albo do składowiska, albo do następnego procesu formowania.
W wielu przypadkach pasmo może przechodzić przez dodatkowe rolki i inne mechanizmy, które mogą spłaszczyć, zrolować lub wycisnąć metal do ostatecznego kształtu.

Przedstawienie firmy
Wuxi Bolong Machinery Co., Ltd jest zintegrowanym profesjonalnym producentem maszyn metalurgicznych, który jest w stanie zapewnić projektowanie sprzętu, produkcję, instalację i uruchomienie. Nasza fabryka jest kompetentna do produkcji wszystkich rodzajów maszyn do odlewania ciągłego o promieniu od 3 metrów do 13 metrów, takich jak kęsy okrągłe, kęsy kwadratowe i płyty.